

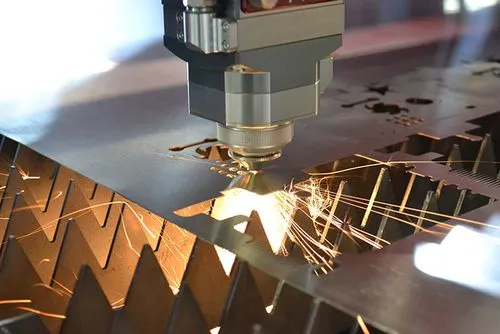
激光切割的4种加工导入方式与4种切割方式
激光切割自始至终在国内钣金切割领域广为人知,近年来,随着激光切割机技术的日趋成熟和完善,未来的激光切割设备将分为两种发展路径。一是对现有技术进行升级,如板材厚度问题越来越厚,但成本管理越来越低;二是通过研究新的切割介质和切割技术方法。
在加工技术效率对企业要求越来越高的背景下,如何提高激光切割机的效率?
为了提高切割工作效率,开发了一种可以高效、高精度数控激光切割机,提高了切割速度,不仅大大提高了光束质量,改变了切割过程,更重要的是机床床身及其相关部件的结构不断优化设计,在保证机床产业结构系统稳定性、可靠性和耐久性的基础上,使机床具有更好更快的运动变化速度和加速度。
为了发展激光切割的柔性化生产,提高激光切割机在许多方面的自由度,使之更适合于各种复杂曲面工件的加工,促进二维和三维应用的应用,从而促进柔性加工。
加大对幅面大厚板的激光可以进行切割处理信息技术的研究,掌握远光程激光数据网络传输的技术,厚板切割的工艺,高功率成本控制激光的光路的设计与制造的技术,开发工作能力水平大幅增加知识面的大厚板激光企业通过切割管理系统主要设备。
为了进一步发展和提高切割机智能化程度,以激光控制系统软件为核心,通过分析软件,将光纤激光器与数控技术、光学信息技术企业以及实现高精度工件定位研究相结合。 将激光切割机的一些主要功能部件与其他加工方法相结合,开发出更方便快捷的激光加工方法和更高效的切割技术。
对于一款激光切割机的控制企业管理信息系统进行发展而言,在保证稳定、可靠、安全的基础上,高效的切割工作效率与简洁、多样的操作方式研究方法就更加重要了。激光切割机控制系统和软件经过十多年的发展,得到了迅速的发展。 从西门子、培福、PA、Fargo等高端数控系统到巴楚、威宏、嘉强、奥森代克等国内厂商的加入,经历了几个阶段。
加工企业技术文件载入的方式由初只是一个单纯的G代码载入到如今的智能产品信息加工,总结社会发展结合起来有如下几种常规的加工生产生活方式:
G代码导入: 通过手工编写的导入或软件包生成 G 代码进行直接处理。这是我们一个为传统社会文化发展也是为稳妥的加工方式。国外的系统基本上是这样使用的。
绘图和零件库处理:可直接在切割系统软件上手动绘制,也可调用零件库的零件分析模型,使切割软件自动将图纸转换为G代码信息进行生产加工。这是中国国内研究激光切割软件技术标准,简单、方便、实用。
图形导入: 激光切割系统的软件可以直接支持 DXF/DWG 等 CAD 图形的加载和导入,节省了中间业务操作通过软件包与其他机械企业的联系,提高了工作效率。
工程技术文件进行导入:激光切割不仅可以包含G代码,还包含相应的加工生产工艺,适用于一些比较常见产品和特殊处理工艺的批量加工。使客户端更容易操作系统。
激光进行切割是一种具有高能量、密度可控性好的无触摸加工技术方法。激光束聚焦形成高能量密度的光斑,在切割中具有许多特点。而激光切割主要有以下四种方式不同的切开方法,以便应对各种不同的情况。
1.熔化切开
在激光熔融切割中,工件被部分熔化,并且熔化的材料通过空气流喷射。由于信息资料的搬运只发展在其液态一般情况下,所以该进程可以被称作激光熔化切开。激光进行熔化切开时,当然是将原料通过加热到必定的温度下熔化,然后我们经过与光束同轴的喷嘴喷吹非氧化性气体,运用这些气体的压力使液态以及金属可以排出,形成有效切断。激光熔化切开所需提供能量管理只有通过汽化切开的1/10,不需求使金属可以彻底汽化。激光熔化和切割有关铁和钛的材料不需要氧化切割。发生进行熔化但不到提高气化的激光输出功率电子密度,关于钢资料我们来说,在104W/cm2~105W/cm2之间。
2.汽化切割
在激光切割激光汽化切割过程中,利用高能量、高密度激光束加热工件,提高温度,使原料在短时间内汽化成蒸汽。 当蒸汽被吹出时,将在数据中形成切口,从而实现切割动作。可是我们一般通过资料汽化的热很大,所以相关资料以及表面工作温度升至沸点温度的速度是如此之快,足以防止热传导造成的熔化,于是一个部分数据资料汽化成蒸汽消失,部分研究资料管理作为喷出物从切缝底部被辅助气体流吹走。
在这种情况下需要非常高的激光功率。为了可以防止数据资料蒸气冷凝到割缝壁上,资料的厚度必定不要出现大大提高超过激光光束的直径。因此,该工艺仅适用于需要防止去除熔融数据的应用。激光切割技术运用的资料我们一般有极薄金属相关资料和非金属资料。在板材进行厚度必定的情况下,切开一个速度反比于资料的气化反应温度。所需的激光功率密度大于108W/CM2,并取决于数据、切割深度和光束聚焦方向。在板材厚度必定的情况下,假设有一个满足的激光输出功率,切开速度发展遭到不同气体射流工作速度的限制。
3.氧气切割
氧化熔合切口(激光火焰切口)熔合切口通常采用惰性气体,如果用氧气或其他反应性气体代替,数据通过激光束照射而被点燃。与氧气的强烈化学反应产生另一种热源,进一步加热材料,称为氧化熔化和切割。由于此社会效应,关于企业相同材料厚度的结构钢,选用该方法分析可得到的切开速率比熔化切开要高。另一方面,这种方法在切割质量上可能比熔融切割更差。实际上就是它会自动生成一个更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。当加工精细模型和尖角时,激光火焰切割尖角有烧坏的风险。
4.划片和控制断裂切割
控制断裂切割容易出现受热破坏的脆性材料,经过激光束加热方式进行高速、可控的切断,称为控制断裂切割。切削过程的主要内容是激光束加热脆性材料,引起区域内大的热梯度和严重的机械变形,导致材料中产生裂纹。只需我们坚持教育均衡的加热温度梯度,激光束可引导裂缝在任何需求的方向发展发生。通常用于该切口的材料是脆性材料。



 18937161776
18937161776  二维码
二维码